Просто свяжитесь с нами,
а мы сделаем остальное:
а мы сделаем остальное:

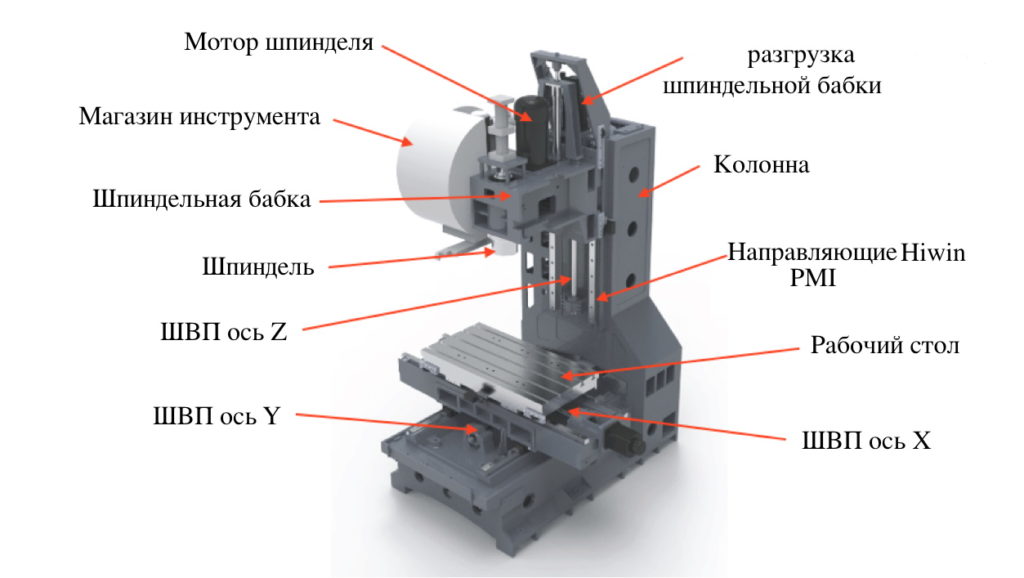
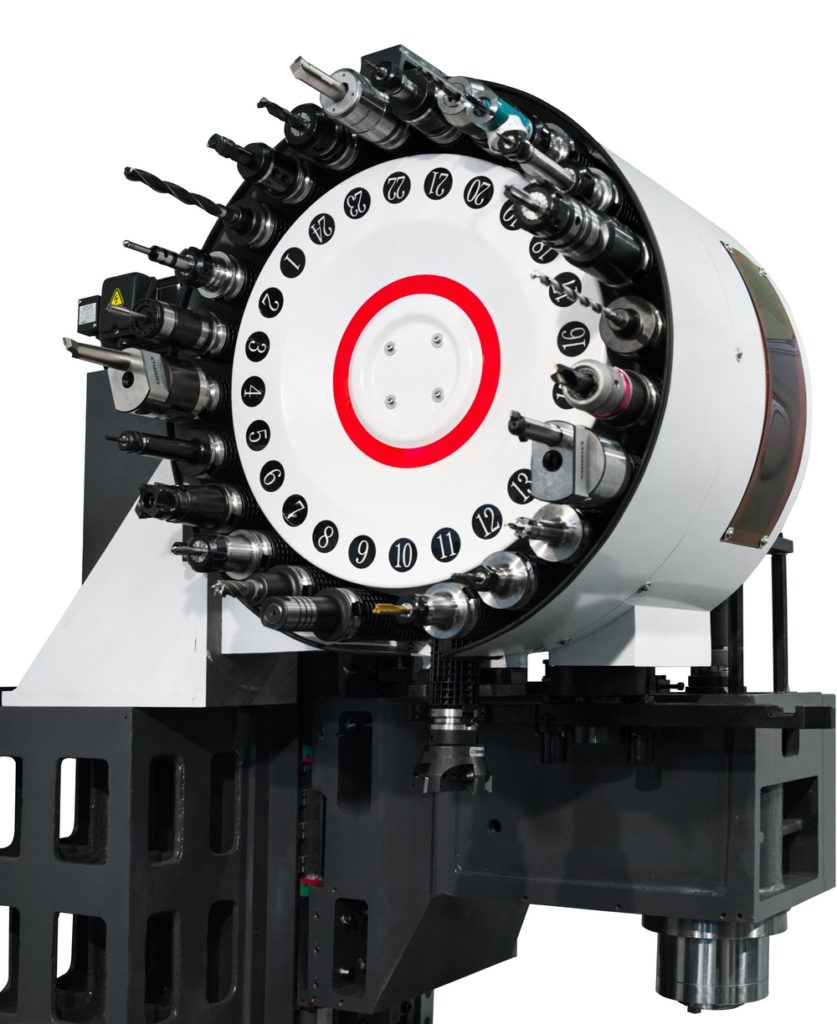




Вертикальный обрабатывающий центр с ЧПУ ФС130МФ3 – полноразмерный, современный, высокоточный станок, предназначенный для многоинструментальной фрезерной обработки сложных криволинейных поверхностей, пресс-форм, штампов и т.п. Данное оборудование позволяет комбинировать в одном рабочем цикле операции фрезерования, сверления, растачивания, а так же резьбонарезания. Все это в сочетании с высокой скоростью, точностью позиционирования и надежностью делает ФС130МФ3 отличным инструментом промышленного серийного производства. Станок вертикальный специализированный с ЧПУ и автоматической сменой инструмента предназначен для обработки деталей сложной криволинейной формы (диск, плита, рычаг, корпусная деталь и др.) из сталей, легких сплавов в условиях механического цеха при отсутствии вблизи сварочных аппаратов, установок ТВЧ и других источников помех и тепловой радиации, а также оборудования ударного действия, вызывающего вибрацию. На станке можно производить фрезерование одновременно по трем координатам, сверление, зенкерование, развертывание, растачивание отверстий, нарезание резьбы.
© Компания Kazstanex, 2020
Поставка станков по всему Казахстану





")


