Просто свяжитесь с нами,
а мы сделаем остальное:
а мы сделаем остальное:

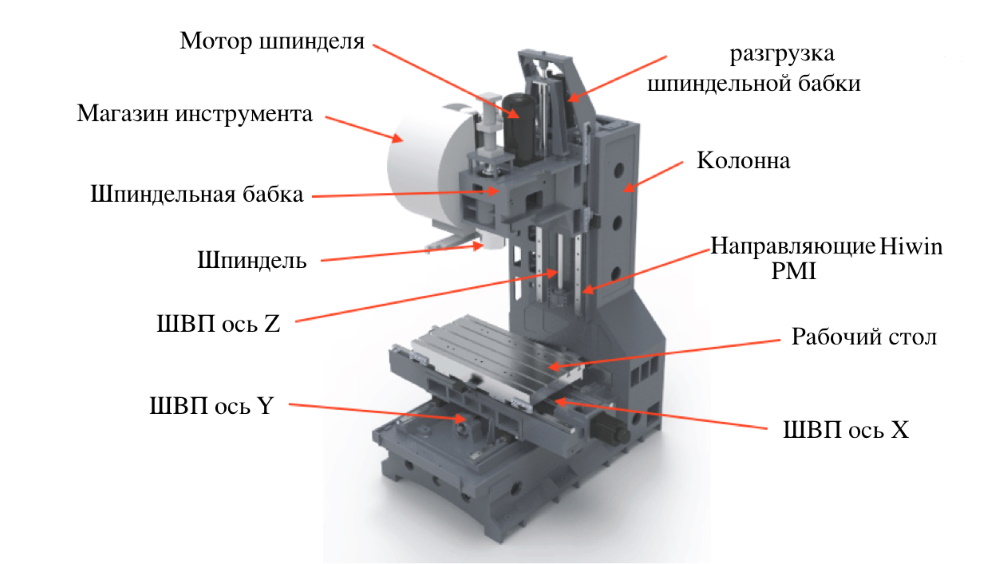


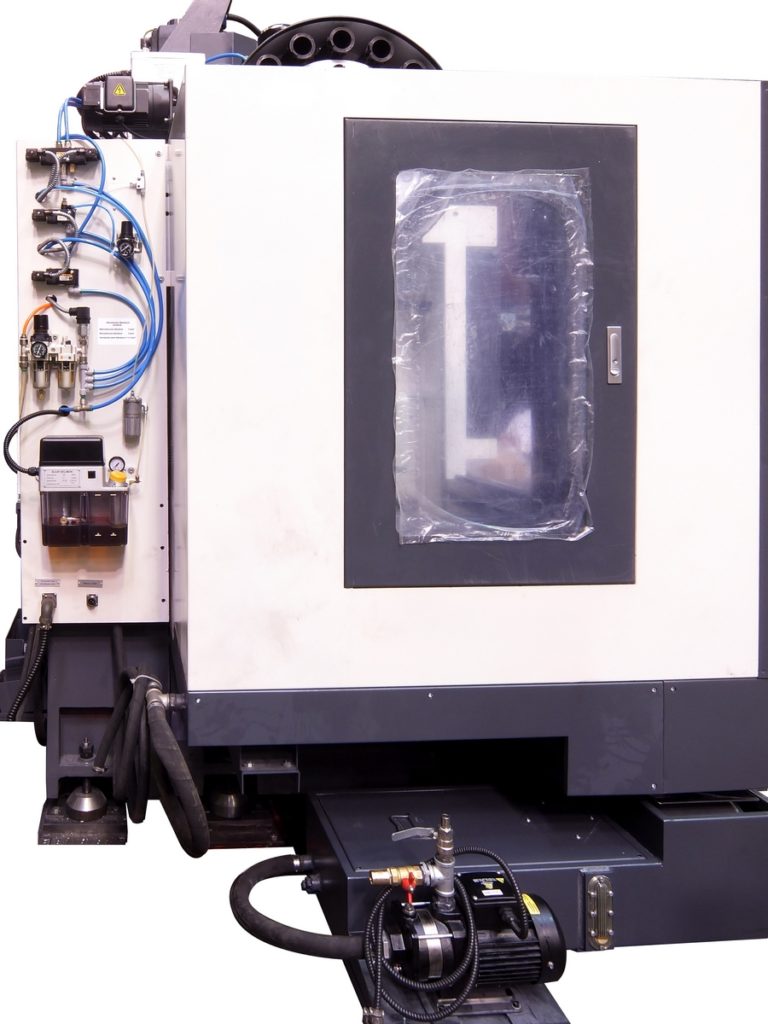



Вертикальный обрабатывающий центр с ЧПУ ФС65МФ3 – современный высокоточный станок, предназначен для многоинструментальной фрезерной обработки сложных криволинейных поверхностей, пресс-форм, штампов и пр. Данное оборудование позволяет комбинировать в одном рабочем цикле операции фрезерования, сверления, растачивания, а так же резьбонарезания. Все это в сочетании с высокой скоростью, точностью позиционирования и надежностью делает станок Тверского станкозавода отличным инструментом промышленного серийного производства. ФС65МФ3 – самый маленький в линейке фрезерных вертикальных специализированных центров с ЧПУ и автоматической сменой инструмента. Предназначен для обработки деталей относительно небольших размеров (максимальный вес заготовки 500 кг) сложной криволинейной формы (диск, плита, рычаг, корпусная деталь и др.) из чугуна, сталей, легких сплавов и пластмасс. Станок обладает богатой базовой комплектацией и широким ассортиментом функций: • фрезерование одновременно по трем координатам (по четырем координатам - опционально); • сверление; • зенкерование; • развертывание; • растачивание отверстий; • нарезание резьбы.
© Компания Kazstanex, 2020
Поставка станков по всему Казахстану






")


