Просто свяжитесь с нами,
а мы сделаем остальное:
а мы сделаем остальное:

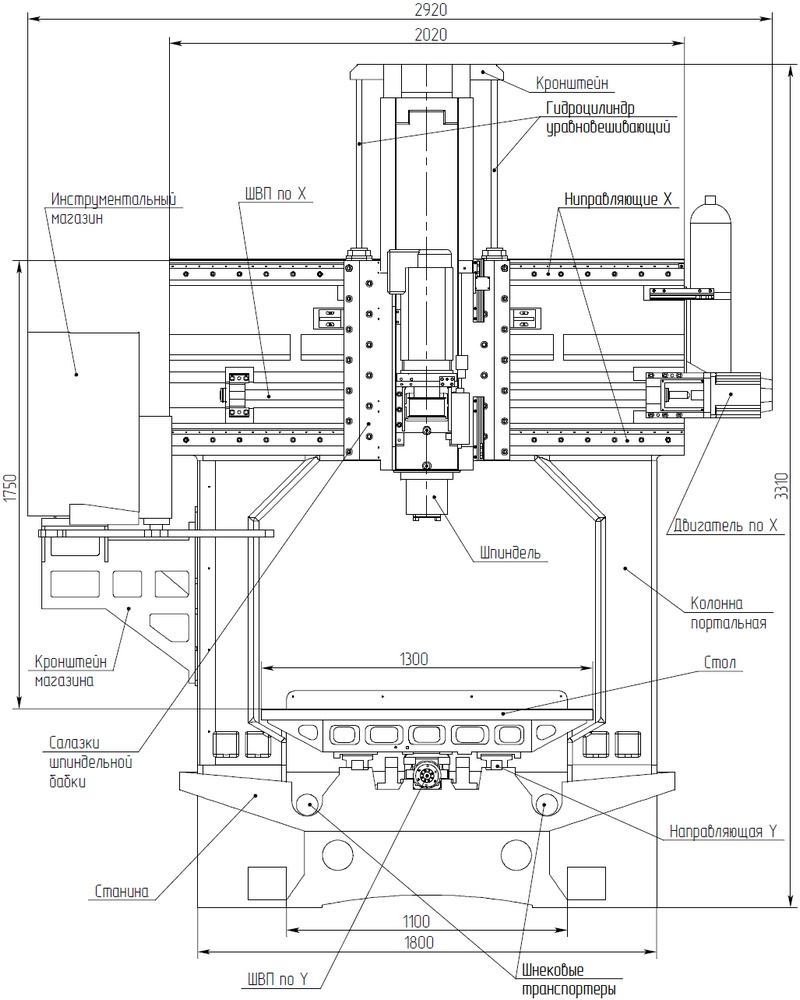
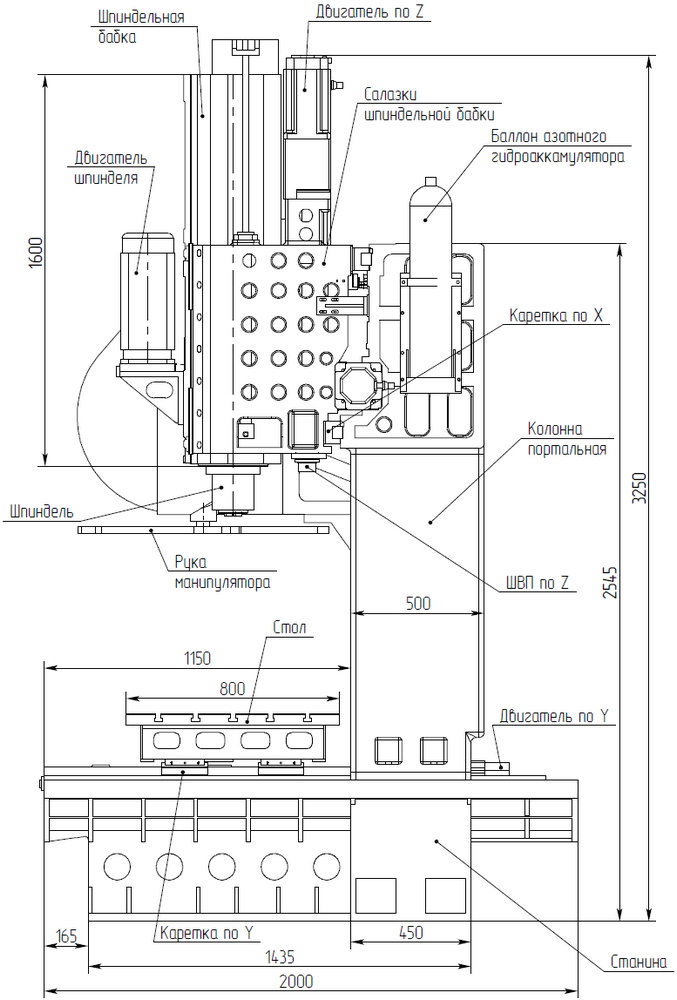
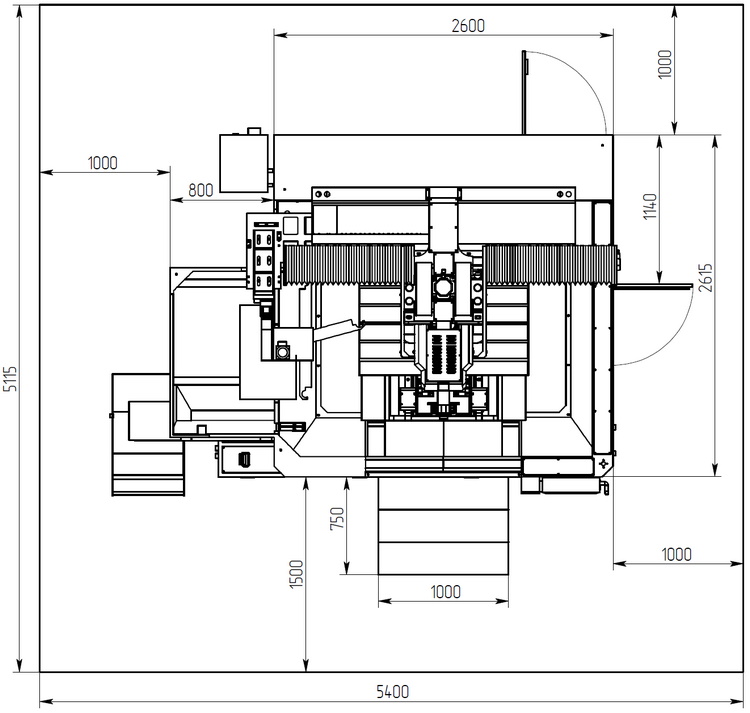


Вертикальный обрабатывающий центр повышенной жесткости, с большим рабочим столом, удобной зоной погрузки разгрузки заготовок, пластинчатым стружкосборником и современной системой управления. Богатая базовая комплектация. Станок вертикальный специализированный с ЧПУ и автоматической сменой инструмента предназначен для обработки деталей сложной криволинейной формы (диск, плита, рычаг, корпусная деталь и др.) из сталей, легких сплавов в условиях механического цеха. Большой рабочий стол 1300х800 мм, увеличенная высота по оси Z - позволяет обрабатывать габаритные заготовки.
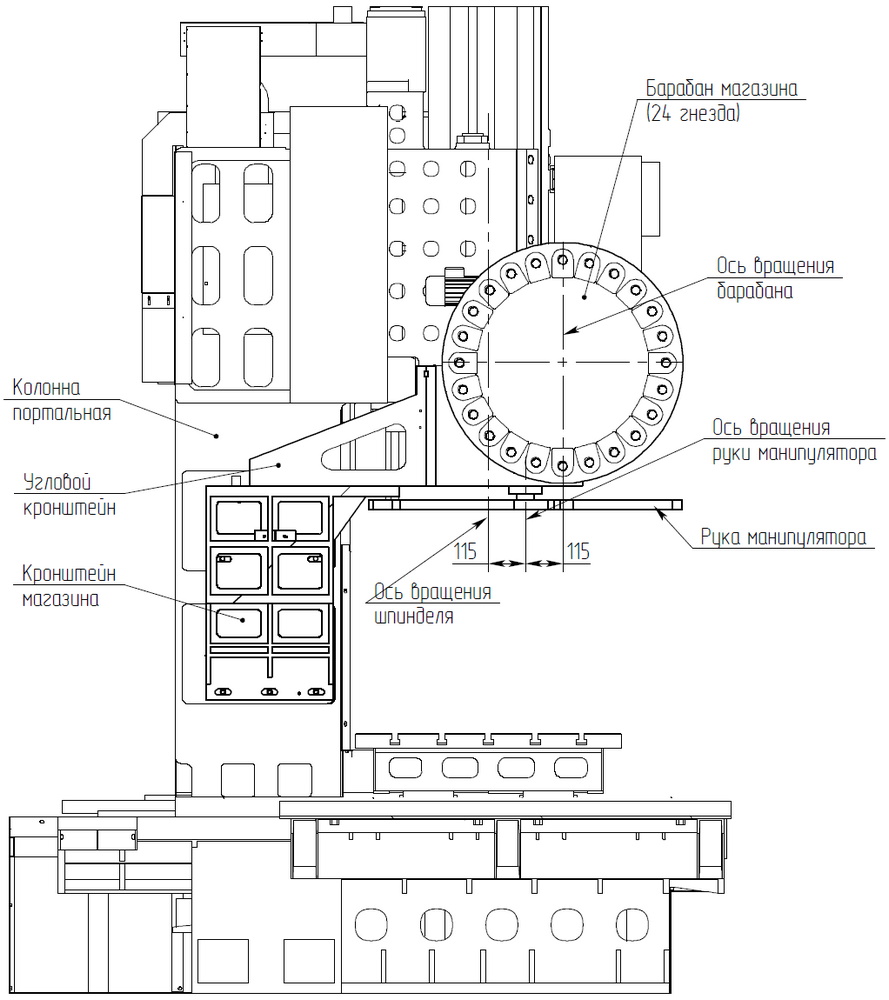
На станке можно производить фрезерование одновременно по трем координатам, сверление, зенкерование, развертывание, растачивание отверстий, нарезание резьбы. Автоматическое управление станком по программе осуществляется устройством числового программного управления. Станок осуществляет перемещение стола, салазок и фрезерной головки, переключение числа оборотов шпинделя, включение и выключение шпинделя, выбор и смену инструментов, а также управление вспомогательным оборудованием Завод-изготовитель гарантирует соответствие станка требованиям ГОСТ 7599-82 и комплекта конструкторской документации ФП80МФ3.00.00.000 при соблюдении условий эксплуатации, транспортирования, хранения и монтажа.
Преимущества обрабатывающего центра повышенной жесткости
© Компания Kazstanex, 2020
Поставка станков по всему Казахстану





")



