Просто свяжитесь с нами,
а мы сделаем остальное:
а мы сделаем остальное:
НАЗНАЧЕНИЕ
Высокопроизводительная линия предназначена для изготовления паркетной и половой доски из массива древесины, ламинированной доски, трёхслойной паркетной доски, паркетных планок и штучного паркета. Производительность линии 5000-8000 погонных метров в смену. На линии осуществляются следующие операции (автоматически):
СОСТАВ ЛИНИИ
ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ
Система с замковым соединением "Click"

Система с замковым соединением "Click" не требует склеивания при укладке. Специально разработанная конструкция со шпунтом и гребнем позволяет скреплять панели покрытия быстро, удобно и аккуратно, вставляя их одна в другую до защёлкивания. Таким образом, система "Click" обеспечивает выполнение работы наполовину быстрее, чем при настиле традиционных клеевых полов.
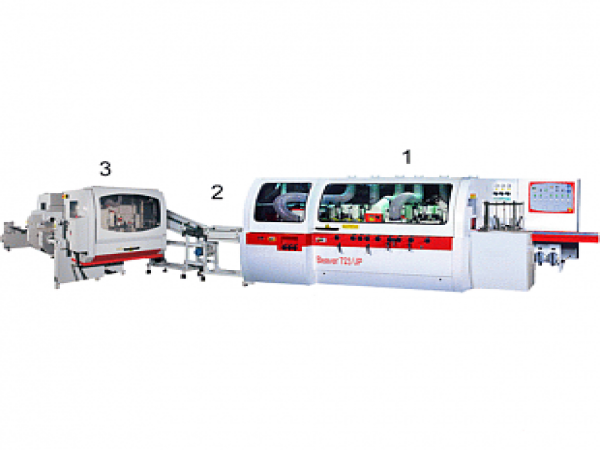
СХЕМА ЛИНИИ
ЧЕТЫРЕХСТОРОННИЙ ПРОДОЛЬНО-ФРЕЗЕРНЫЙ СТАНОК МОД. "BEAVER 723UР" ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ:
СХЕМА ОБРАБОТКИ
К О Н С Т Р У К Т И В Н Ы Е О С О Б Е Н Н О С Т И
СТАНИНА
Массивная станина, прошедшая специальную термообработку, обеспечивает максимальную стабильность и надежность, полностью исключает возможность возникновения вибрации даже при обработке массивных заготовок.
ШПИНДЕЛЯ
Высокоточные, динамически сбалансированные шпинделя, прошедшие прецизионную обработку и контроль, позволяют достигать безупречного качества строгания с точностью до 0,01 мм. Для изготовления шпинделей использована сталь, прошедшая обработку отжигом, что улучшило прочность шпинделя. Шпинделя собраны с применением высокоточных подшипников известной фирмы SKF (Швеция) и не требуют смазки в процессе эксплуатации. Перед установкой на станок, все шпинделя проходят предварительную обкатку. Стандартная частота вращения шпинделя 6000 об/мин. По желанию заказчика частота вращения может быть увеличена до 7500 об/мин.
НАСТРОЙКА ШПИНДЕЛЕЙ
Настройка всех шпинделей легко и удобно производится с передней панели станка, не открывая защитного ограждения. Отсчет размеров настройки производится по цифровым индикаторам с точностью 0,1 мм.

РАБОЧИЕ СТОЛЫ
Подающий и рабочий столы прошли специальную термическую обработку для достижения максимальной прочности и покрыты слоем хрома толщиной (0,3 мм) для достижения повышенной износоустойчивости. Полированная поверхность стола уменьшает трение заготовки о стол и снижает усилие на привод подачи.
БОКОВАЯ ЛИНЕЙКА
Настройка боковой направляющей линейки и подающего стола легко производится посредством рычагов быстрой настройки с надежной фиксацией рукоятками зажима.
ПУЛЬТ УПРАВЛЕНИЯ
Дополнительная панель управления, установленная на передней части станины, необходима для быстрой и удобной работы в режиме настройки станка. Обеспечивает удобство обслуживания и сокращает время переналадки.

ПНЕВМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
Три независимых пневматических регулятора, управляющие прижимом трех независимых групп подающих роликов, обеспечивают безупречное позиционирование заготовки в процессе обработки в каждой зоне. Настройка усилия прижима каждой группы прижимных роликов производится быстро и удобно с центрального пульта управления, при этом нет необходимости открывать защитное ограждение.

ПАНЕЛЬ УПРАВЛЕНИЯ
Эргономичная панель пульта управления разработана с учетом мировых тенденций в станкостроении.

ВАРИАТОР
Вариатор с удобной шкалой индикации позволяет оператору быстро, без открытия защитного ограждения, осуществлять бесступенчатую регулировку скорости подачи в зависимости от обрабатываемых заготовок и заданной производительности станка.
РИФЛЕНЫЕ РОЛИКИ
Приводные верхние рифленые ролики на входе и нижний приводной рифленый ролик позволяют обрабатывать массивные заготовки и заготовки естественной влажности, обеспечивая высокоточную и надежную подачу заготовок.
ПОЛИУРЕТАНОВЫЕ РОЛИКИ
На выходе заготовку протаскивают две пары высокопрочных полиуретановых роликов, не позволяющие повредить заготовку, и нижние приводные гладкие ролики. Обеспечивается высокое качество обработанной поверхности.
РОЛИКОВАЯ ПОДАЧА
Сдвоенная роликовая подача между верхними горизонтальными шпинделями позволяет без труда обрабатывать массивные профили, например строительный брус. Система подачи аналогична системе подачи применяемой в мод. "Hydromat 23" фирмы "Вайнинг".
РЕДУКТОР
Редукторная система привода подающих спаренных роликов через карданные валы обеспечивает надежную передачу крутящего момента на верхние и нижние ролики. Усиленные безлюфтовые редукторы обеспечивают мощную и стабильную подачу заготовок.
ПРИЖИМ
Прижим подающих роликов к заготовке осуществляется с помощью пневмоцилиндров, обеспечивающих стабильное и равномерное усилие прижима для плавной и надежной подачи заготовок, что обеспечивает высокую точность и чистоту обработки.

ПАЗОВАЯ ФРЕЗА
Установка на первый шпиндель пазовой фрезы и специальная линейка позволяет формировать на заготовке сразу две базовых поверхности, что значительно повышает точность и качество обработки.
МЕХАНИЗМ ПОДАЧИ
Специально разработанный механизм подачи коротких заготовок позволяет обрабатывать заготовки длиной от 180 мм при подаче торец в торец и от 250 мм при подаче одной заготовки. Поворотный механизм обеспечивает свободный доступ к правому шпинделю для смены инструмента.

СИСТЕМА СМАЗКИ
Централизованная система смазки позволяет дистанционно осуществлять смазку узлов станка с помощью ручного насоса. Имеется отдельная система подачи смазки на рабочий стол, что исключает налипание смолы на столе и значительно снижает усилие на механизм подачи.
ДВУХСТОРОННИЙ АВТОМАТИЧЕСКИЙ ШИПОРЕЗНЫЙ СТАНОК МОД. "BEAVER 8025"
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ:
СХЕМА ОБРАБОТКИ
| Техническая характеристика | ||
| Толщина обрабатываемой заготовки, мм | мин 6 | макс 160 |
| Длина обрабатываемой заготовки, мм | мин 210 | макс 2500 |
| Скорость подачи, м/мин | 5 - 25 | |
| Скорость вращения шпинделей, об/мин | 7500 | |
| Диаметр левой и правой подрезных пил, мм | 180 | |
| Диаметр левой и правой основных пил, мм | 300 | |
| Диаметр фрез подрезки, мм | 125-160 | |
| Диаметр основных фрез, мм | 125х160 | |
| Мощность двигателя левой подрезной пилы, кВт | 2,2 | |
| Мощность двигателя правой подрезной пилы, кВт | 2,2 | |
| Мощность двигателя левой основной пилы, кВт | 4 | |
| Мощность двигателя правой основной пилы, кВт | 4 | |
| Мощность двигателя правого фрезерного шпинделя, кВт | 4 | |
| Мощность двигателя левого фрезерного шпинделя, кВт | 4 | |
| Мощность двигателя основного правого фрезерного шпинделя, кВт | 5,5 | |
| Мощность двигателя основного левого фрезерного шпинделя, кВт | 5,5 | |
| Мощность двигателя подачи, кВт | 3 | |
| Мощность двигателя узла настройки станка на длину обработки, кВт | 1,1 | |
| Мощность правого и левого двигателей настройки на толщину обрабатываемой заготовки, кВт | 0,18 х 0,18 | |
| Суммарная мощность, кВт | 36.38 | |
| Скорость подачи, м/мин | 5,5-17,3 | |
| Частота вращения фрезерных шпинделей, об/мин | 7500 | |
| Габариты, мм | 5000х3900х2100 | |
| Вес, кг | 6200 | |
| *Возможно использование шипорезных станков "BEAVER 3820"; "BEAVER 3825"; "BEAVER 3830"; "8020"; "8030". | ||
К О Н С Т Р У К Т И В Н Ы Е О С О Б Е Н Н О С Т И
КОНВЕЙЕРНАЯ СИСТЕМА ПОДАЧИ
Конвейерная система подачи с обрезиненной износостойкой лентой и специально сконструированными прижимными вальцами обеспечивают надежную фиксацию заготовок во время обработки.

МЕХАНИЗМ НАСТРОЙКИ ПОДАЮЩЕГО КОНВЕЙЕРА
Настройка конвейера подачи в зависимости от толщины обрабатываемой заготовки осуществляется при помощи маховика с рукояткой и отчетом размера по показаниям цифрового индикатора с точностью до 0,1 мм. Обеспечивается удобство и быстрота перенастройки, что увеличивает производительность станка.
НИЖНИЙ КОНВЕЙЕР
Нижний конвейер обеспечивает надежное базирование заготовок во время обработки. Нижние базирующие башмачки изготовлены из специального износостойкого материала с вставками из прочной и эластичной резины, исключающие соскальзывание и перекос заготовок.

НИЖНИЙ КОНВЕЙЕР
Нижний конвейер обеспечивает надежное базирование заготовок во время обработки. Нижние базирующие башмачки изготовлены из специального износостойкого материала с вставками из прочной и эластичной резины, исключающие соскальзывание и перекос заготовок.

СИНХРОННАЯ РАБОТА КОНВЕЙЕРА
Для привода конвейера используются, специальные подшипники с высокой несущей способностью и карданная передача. Такая схема подачи значительно сокращает время по уходу за станком, а сбалансированная работа редукторов является более надежной и обеспечивает непрерывное и плавное продвижение заготовок.
СОЕДИНЕНИЯ ЦЕПИ ТРАНСПОРТИРНОЙ ЛЕНТЫ
Усиленные стальные стержни цепи выдерживают значительное давление во время работы, что увеличивает срок работы без изменения основных точных параметров обработки при различных скоростях.
СУППОРТ
Суппорт имеет механическое высокоточное регулировочное приспособление и шлифованные специальным образом закаленные направляющие, обеспечивающие точное базирование и сохранность установленных размеров обработки на всем протяжении работы.
СИСТЕМА ПОДАЧИ
Верхние валы имеют карданный привод протяжки заготовки. Такая схема подачи является наиболее надежной и обеспечивает непрерывное продвижение заготовок во время работы. 
ПАНЕЛЬ УПРАВЛЕНИЯ СТАНКОМ И СИСТЕМА БЕЗОПАСНОСТИ
Отдельно стоящий эргономичный пульт управления с монитором обеспечивает управление всеми параметрами станка с удобного места. Наличие двух кнопок аварийной остановки, на входе и выходе станка обеспечивают повышенную безопасность работы на станке.
ДОПОЛНИТЕЛЬНАЯ ПАНЕЛЬ УПРАВЛЕНИЯ
На станке установлена дополнительная панель управления настройки станка на ширину обработки, что легко позволяет оперировать размерами от 210 до 2500мм, а также осуществлять: •включение реверсивного движения заготовки; •включение подачи; •аварийную остановку станка.
ЭЛЕКТРОШКАФ
Электрошкаф станка соответствует стандартам безопасности и оборудован предохранителями для аварийного отключения. Применены комплектующие ведущих европейских компаний, обеспечивающих бесперебойную и надежную работу станка при повышенной температуре и влажности.
© Компания Kazstanex, 2020
Поставка станков по всему Казахстану





